CNCルーター(2)
2021 2 11 (art21-0315)
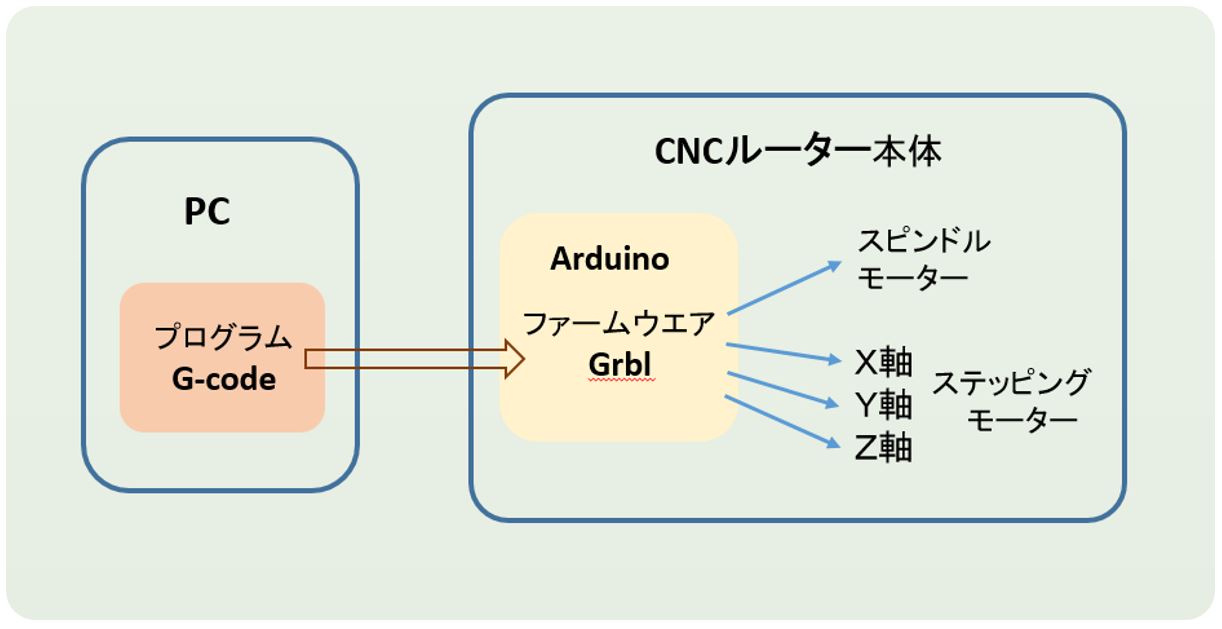
CNCルーター(中華製、CNC1310)の組み立てと配線を完了しました。次は試運転ですが、その前に、動作確認です。この機械はPCからの指令に従って、回転刃をXYZ軸方向に移動させて木材を切削しますが、これは4つのモーターを制御することで行います。4つのモーターとは、切削刃を、回転させる1つのスピンドルモーターと、XYZ軸方向へ移動させる3つのステッピングモーターです。
指令は、PCから出ていますが、これを受けて、Arduinoと呼ばれる制御基板が各モーターの回転を制御します。この基板はワンボードマイコンの一種で、grblというファームウエア(ソフトウエア)で動きます。
指令は、プログラム言語のGコードで書いたプログラムを、PCからArduino制御基板へ送ることで行います。
(1) PCとCNCルーターの通信接続。
Grbl Control Interface を立ち上げて、Settingsタグを開き、[Port] 欄にCOM4を、[Baud] 欄に115200値を入力し、Arduino制御基板と接続します。[Console]ウンドウに、"Grbl 0.9j [‘$’ for help]"と表示されます。これで、ArduinoがGrblソフトウエアの 0.9j バージョンで動いていること、そして、PCとの通信が成立されたことが分かります。
(2) 動作テスト。
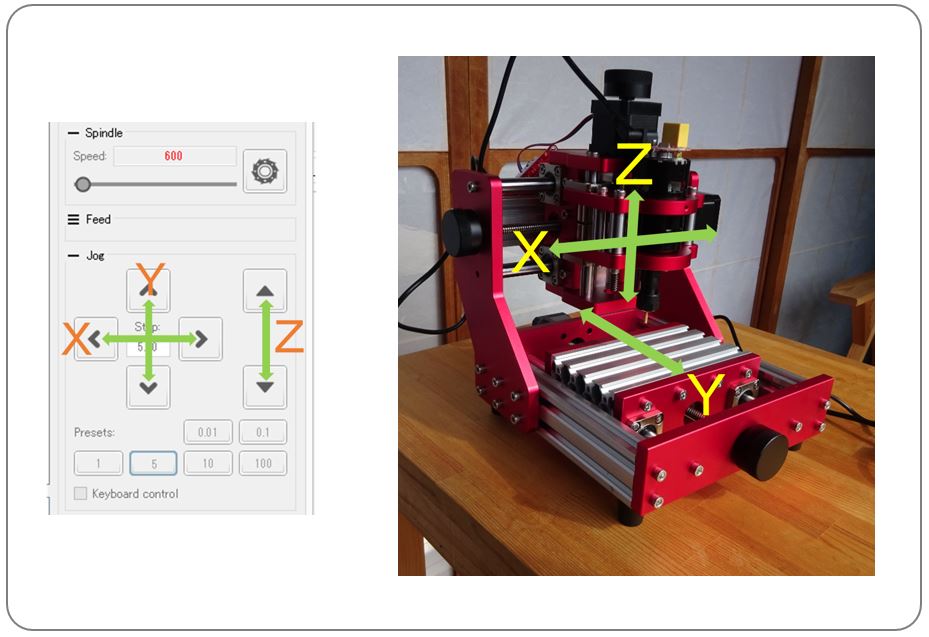
Jog パネルのボタンをクリックして、スピンドル軸の動きを点検します。
左右 (X軸) OK。前後 (Y軸) OK。上下 (Z軸)、おや?。上下の動きが逆です。
購入時にあらかじめ設定されていたgrblのパラメーターを変更することで対応しました。Consoleウインドウ下方にあるコマンド入力ウインドウに、$$と打ち込み、設定パラメーターの一覧を表示させ、$3=0 を$3=1に変更します。$3はステッピングモーターの回転方向を設定するもので、$3=1とすると、Z軸のモーターの回転方向だけが、逆向に変更されます。
再テスト。左右 (X軸) OK、前後 (Y軸) OK、上下 (Z軸) OK、となりました。
スピンドルモーターの開始/停止ボタンとSpeedの可変スライダーを動かして、モーターの回転を点検します。
開始/停止ボタンをクリック、回転開始、OK。
もう一度ボタンをクリック、回転停止、OK。
回転状態で、Speed可変スライダーを左右に動かす、回転数の変化、OK。
以上で、モーターの動作テストを終えました。