CNCルーター(3)
2021 2 18 (art21-0317)
CNCルーターは、回転刃が左右上下に動いて木材や軟金属を切削する機械です。PCから指令がルーターの制御基板(Arduino)へ送られ、制御基板に繋がっている4つのモーター(切削刃の回転用とXYZ方向への移動用)の回転を操ることによって、自在の切削を実現します。指令は、加工手順に従って出しますが、その内容は、もっぱら、刃の回転や上下左右の移動に関するものです。非常に単純で、一つの指令が一つの動作に対応します。この指令の記述には、Gコードと呼ばれる一種のプログラム言語を用います。
平面上の移動を指令するGコードは、直線移動と円弧移動のみです。
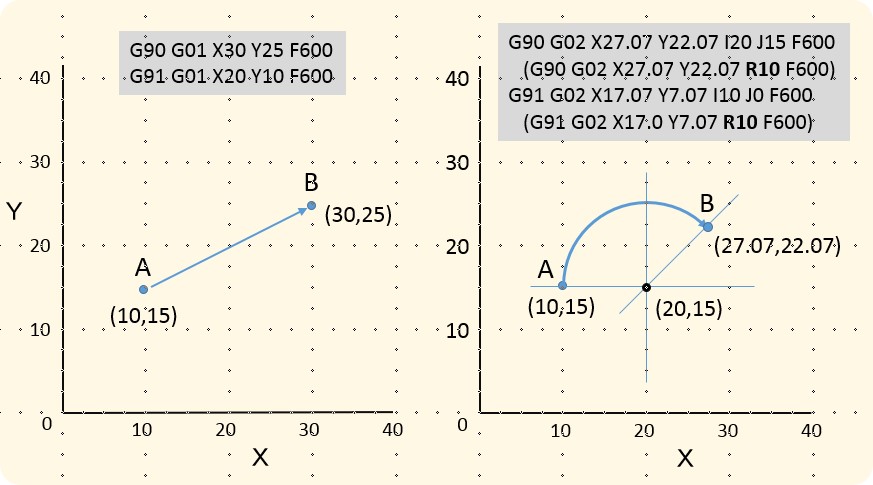
例えば、XY平面のA点(10,15)からB点(30,25)へ移動する場合は、座標モードを指定するGコード G90 (絶対座標モード) かG91 (増分座標モード) を頭に付けて、それぞれ、
G90 G01X30 Y25 F600、
G91 G01 X20 Y10 F600、
と記述します。ここで、G01は、直線移動を指令するGコードです。また、移動を指令するコードには、移動速度を指定するコードFを付加します。F600は600mm/分の移動速度を表します。
A点(10, 15)からB点(27.07, 22,07)への円弧の場合は、円弧のGコードG02 を付けて、
(絶対座標モードでは) G90 G02 X27.07 Y22.07 I20 J15 F600
(増分座標モードでは) G91 G02 X17.07 Y7.07 I10 J0 F600
となります。ここで、(X, Y) は終点の、(I, J) は円弧の中心座標を表します。
なお、円弧の中心座標を指定する(I20 J15) を、半径の指定 R10 に換えて記述することもできます。
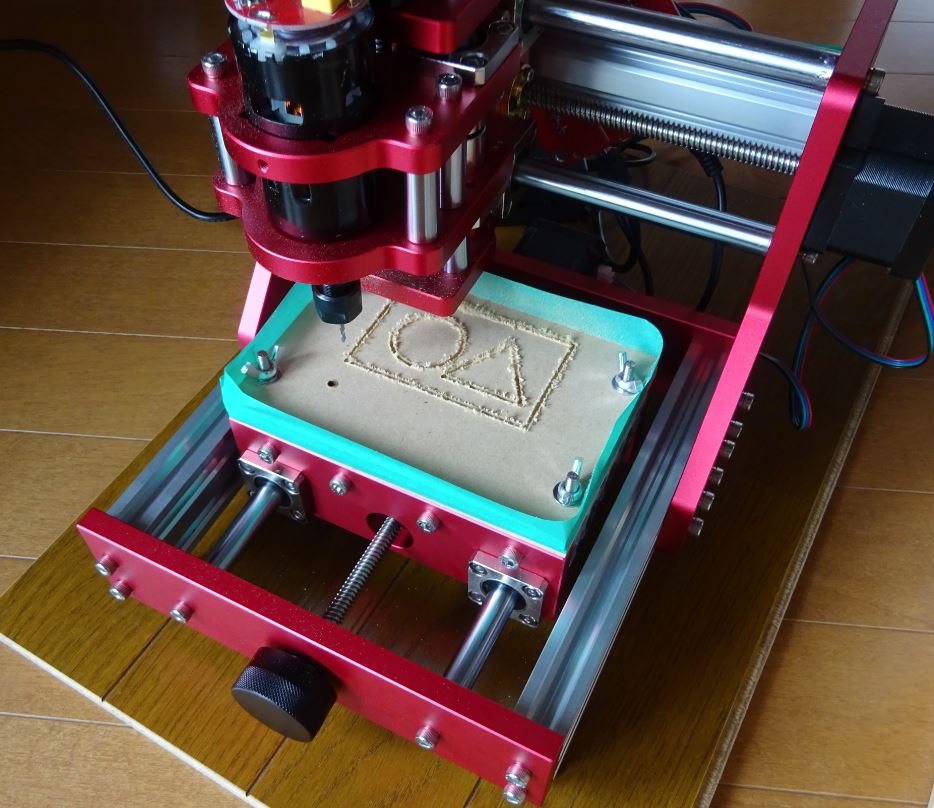
直線と円弧の移動のGコードを理解したところで、20行ほどの簡単なプログラムを書いて、CNCルーターを動かしてみることにしました。課題は「四角 (80x50mm) の枠内に、丸(直径30mm)、三角(高さ30mm) を描く」としました。材料は厚さ5mmのMDF板です。また、切削刃は、付属品の2mm径のエンドミルを用いました。
grbl controllerに取り込んだプログラムをルーターへ送ると、モーターの回転が始まり、XY方向へ移動し、ある地点で停止しました。切削刃が回転を始め、刃先が徐々に下がってMDF板に触れると切削が始まり、XY 方向へ移動することで線状に切削されます。切削刃が上下、左右に動くこと僅か数分、切削終了です。掃除機で削り屑を吸い上げると、切削跡が現れました。切削跡はバリまみれでしたが、サンドペーパーでバリをとり除くと、切削線がはっきり見えてきました。□、〇、△、なかなかの出来です。