CNCルーター(7)
2021 3 4 (art21-0321)
前回 (6)、Jw-CADで描いた3つの楕円をNCVCに渡し、NCプログラム(Gコード)を生成させました。そのNCプログラムをCNC1310ルーターへ送り、楕円の線彫りを試しました。結果は、なかなか滑らかな楕円に仕上がりました。今回の挑戦は、フリーハンドで描いた図形の浮かし彫りです。
作業は、
1.Jw-CADを開き、フリーハンドで適当な図形を描き、保存する。
2.保存した図形をNCVCで開き、NCプログラムを生成させる。
(NCプログラムの生成パラメーター値に必要な変更を加えておく)
3.NCプログラムを変更し、CNC1310ルーター用Grbl コードに適合させる。
4.MDF板をルーターの作業台に取りつける。
5.NCプログラムをルーターへ送り、切削を実行させる。
6.サンドペーパーで、バリをとる。
なお、使用したエンドミルの直径は2mmです。
フリーハンドの図形をマウスを使って描くことはなかなか難しいものです。この種の描画には、ペンタブを使うべきかと思います。残念ながら所持していませんので、マウスを操作して、なんとか、へなへな図形を描きました。これを半径20mmの円で囲い、円内にへなへな図形が浮き出るように、周辺部を削り取ることにしました。
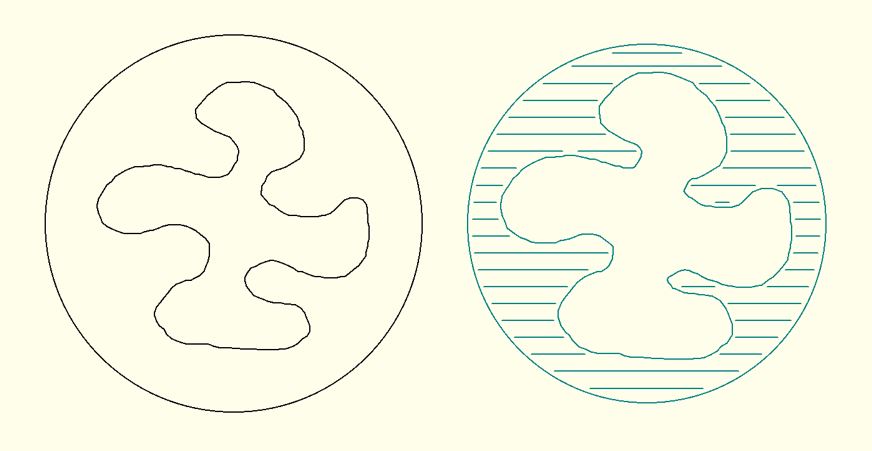
へなへな図形を残すには、図形の輪郭線の真上ではなく、輪郭線の外側(回転刃の半径分)を切削しなければなりません。Gコードには、工具径補正の指令G41(左側)とG42(右側)があり、G41(あるいはG42)+X### Y###(座標値)+D###(工具径の登録補正番号) を記述すれば、機械が自動で回転刃の半径分左側(あるいは右側)にずれた軌道を動きます。便利な指令ですが、残念なことに、CNC1310ルーターではG41/G42指令は機能しません。そこで、輪郭線の 1mm外側に線を引いて、その線上を回転刃が動くようにします。
また、浮かし彫り加工ですから、へなへな図形と円の間は、削り取ることになります。1.8mm間隔の横線を引いて、この線上にも回転刃が動くようにします。下図の左は、へなへな図形と円の輪郭線、右は、回転刃が動く軌道線、を表しています。微妙な大小があります。
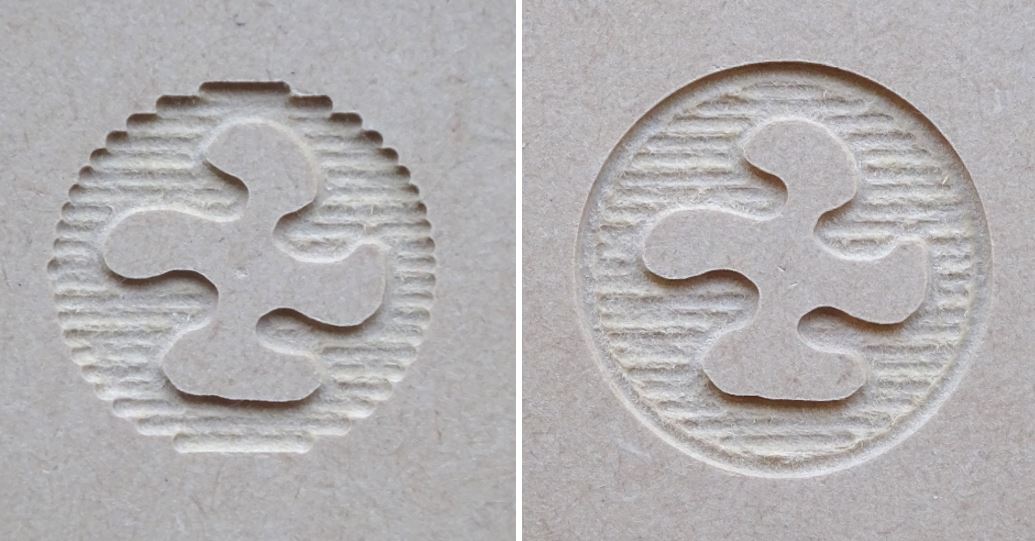
NCプログラムをルーターへ送り、切削を実行させました。プログラムは、MDF板の4隅に穴をほってから、図形の切削にとりかかるようにしています。この4隅に穴をあけるプログラムは、NCプログラムのheaderに組み込んでいます。従って、全体のプログラムの構成は、headerのプログラムから本彫りのプログラムへ続き、終了Gコードを含むfooderで終わるようにしています。
実際動かしてみると、4隅の穴をあけた後、本彫りプログラムを実行しません。本彫りブログラムの頭にレイア表記のコメントが3行入っています。これを削除すると動くようになりました。
また、今回のプログラムでは、円は、最後に切削させています。下図の左は、最後の円周の切削なし、右は、切削ありです。なかなかの出来だと思っています。