CNCルーター(5)
2021 2 25 (art21-0319)
CNCルーターの指令言語(Gコード)には、直線と円弧の移動を指令するものがあります。この2つのコードを組み合わせて、前回、文字「ABC」を彫らせたところ、なかなかの出来でした。今回は、楕円の線彫りに挑戦です。残念ながら、Gコードには、楕円移動を指令するコードがありません。
機械がどのような制御系で作動しているかは、その道の専門家にまかせて、ここでは、回転刃のXY平面上の動きを取り上げます。移動先の座標 (Xn, Yn) を与えてやれば現在の座標 (Xn-1, Yn-1) から (Xn, Yn) へ直線移動するものとします。変化量を ΔX (=Xn-Xn-1),ΔY (=Yn-Yn-1) とすれば、移動距離は√(ΔX^2+ΔY^2)になります。(X1, Y1), (X2, Y2), (X3, Y3), --- (Xn, Yn)と、(X, Y)座標を指定すると、回転刃はそれらの座標を直線でつなぎます。この時、ΔX、ΔYを小さくして、隣接する2点間の移動距離を小さくすれば、どのような曲線でも、近似的に曲線にそって回転刃を動かすことができます。
隣接する2点間の移動距離が大きいと、カックン、カックンとした線となりますから、移動距離は出来るだけ小さくとったほうが、滑らかな線になります。しかし、そうすると、座標点を多数とることになり、その分、指令の数、結果として行数、が増えます。10cmの曲線を彫るのに、2mm間隔の移動距離では50行ですが、1mmでは倍の100行になり、0.1mmにすれば1000行になります。玩具遊びであれば、とりあえず、なめらかな曲線に見えればOKとすべきでしょう。一つ、細かく刻んだ座標を指定して、円と楕円を彫らせてみます。
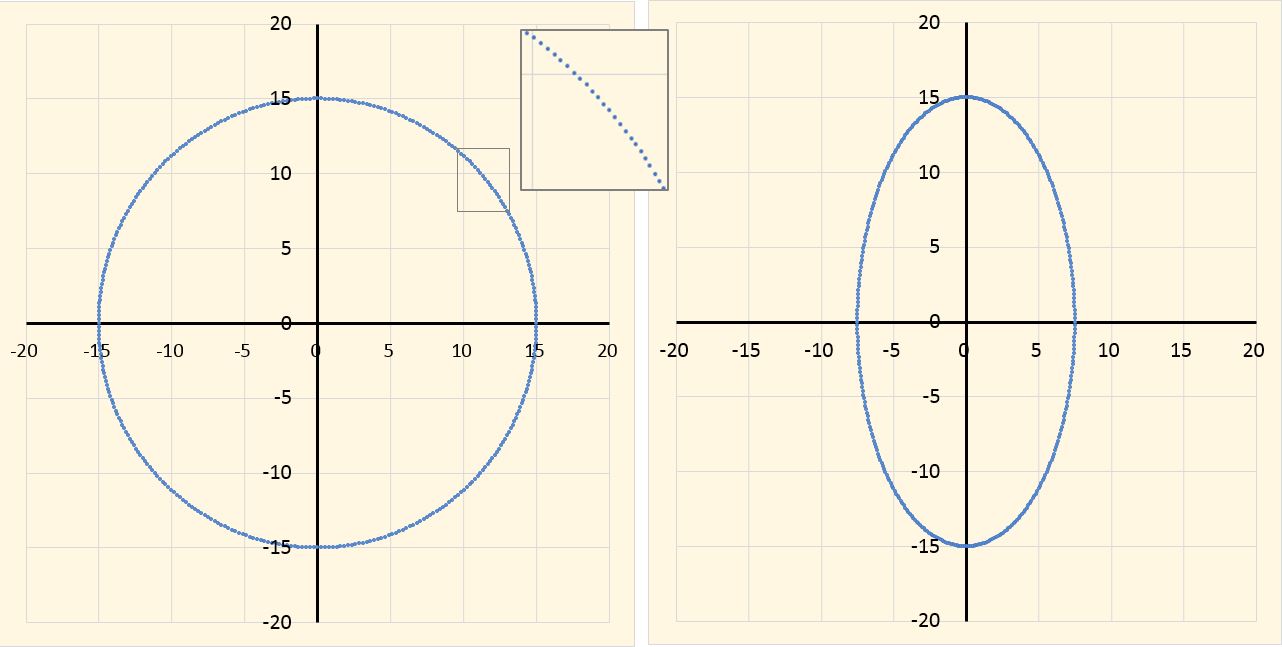
円は半径15mm。中心角の増分を1度とし、360点の円周上の (X, Y) 座標を計算しました。出発点を (15, 0) とすれば、中心角45度前後の座標は、(10.420, 10.790), (10.607, 10.607), (10.790, 10.420) となります。隣接する2点間の距離は0.262mmと算出されます。
楕円はつぶれた円とみなし、半径15mmの円をX軸方向へつぶします。つぶす程度は50%(これを、扁平率と呼びます)としました。長軸15mm、短軸7.5mmの楕円になります。元の円に対応する楕円の座標は (0.5X, Y) となります。そうすると、楕円上にも360点の座標が構成されます。隣接する2点間の距離は、円の場合はどこでも同じですが、楕円の場合は変動し、尖ったところで大きくなり、平らなところで小さくなります。最大値は、長軸上(Y座標)の0.262mm、最小値は短軸上(X座標)の0.131mmです。
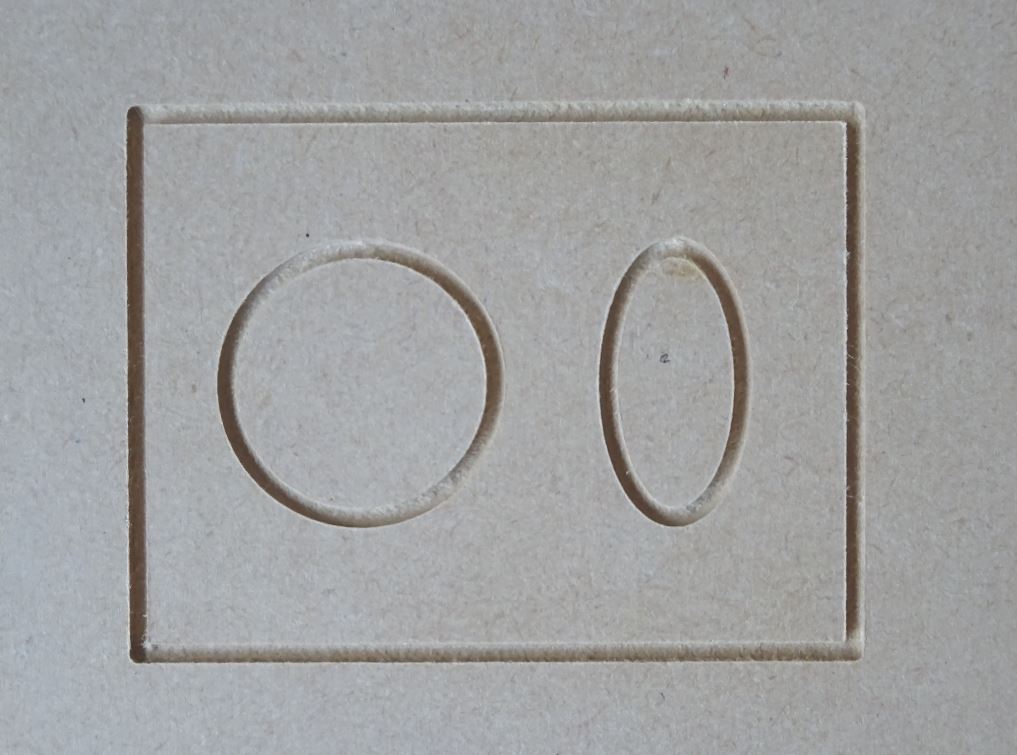
円を描く360点の (X, Y) 座標、そして、楕円用の 360点の (X, Y) 座標を指定するGコードを組み込みプログラムを書きました。切削刃を移動させるコードだけで、360の倍、720行になります。プログラムをCNCルーターへ送り、切削を実行させました。
結果は、なかなかの出来です。円、楕円とも、滑らかな彫線になりました。切削刃には、2mm径のエンドミルを使っています。これだと、0.262mm間隔の直線移動をつなげても、見た目では、曲線に見えることが分かりました。10cmの曲線にあてはめると、必要な指令数は382となり、1指令1行で書くと、382行ですみます。
CNCルーター(4)
2021 2 22 (art21-0318)
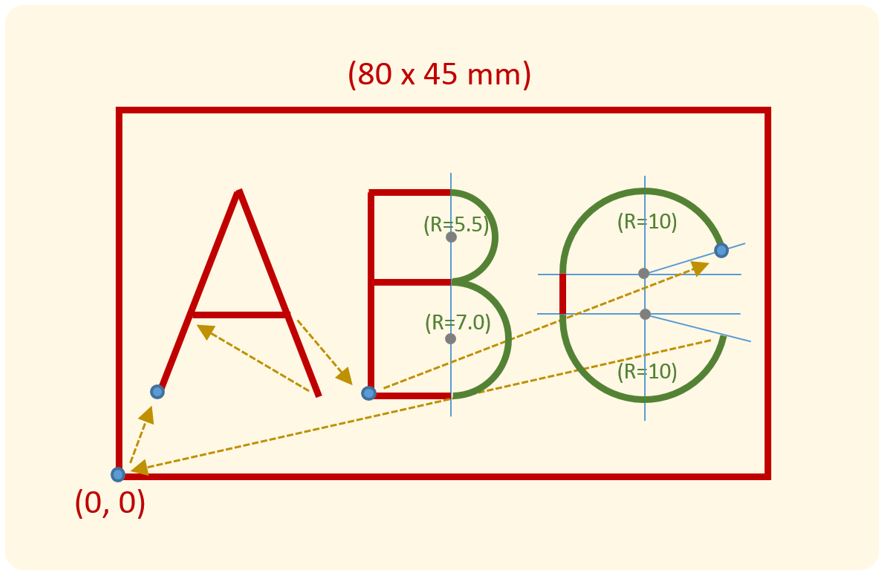
前回(3)、CNCルーター(中華CNC1310)のお試し切削として、MDF板に図形「□〇△」の筋彫りを試みました。なかなかの出来でしたので、今回は、文字の筋彫りに挑戦しました。文字は 「ABC」です。
Gコードには、直線と円弧の移動を指令するコードしかありませんから、直線と円弧を組み合わせて文字を彫ることになります。Aは3本の直線、Bは4本の直線と2本の円弧、Cは1本の直線と2本の円弧です。円弧のコードは、終点の座標(X, Y)を指定する必要がありますが、これは、中心の座標を(0, 0)、中心角をα、半径をRとすれば、(X, Y)は(Rsin(α)、Rcos(α))で算出します。
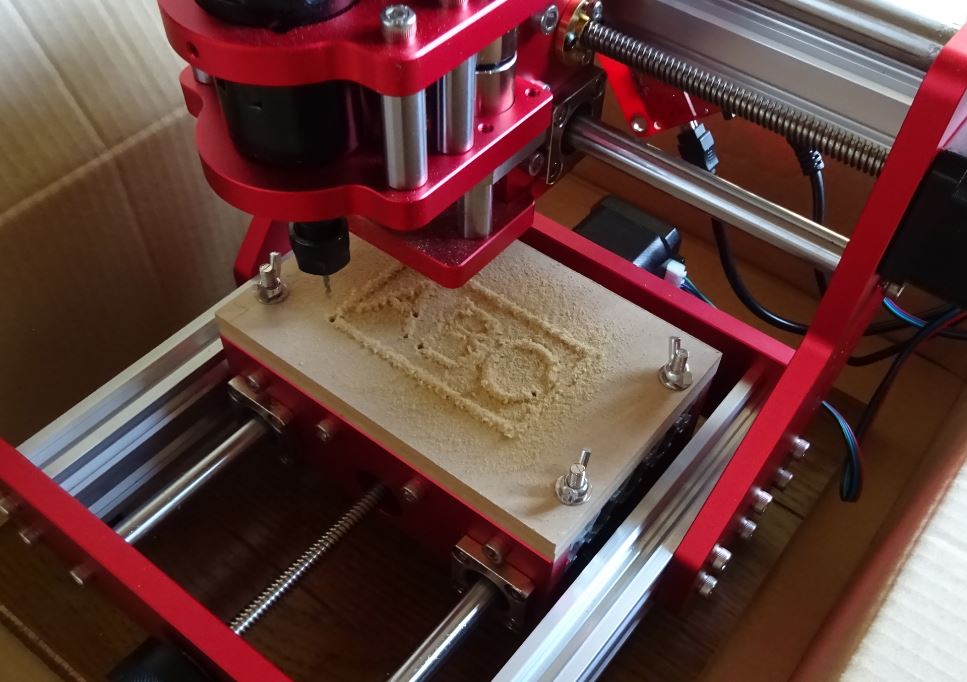
メモ帳を開いて、プログラム、と言っても30数行のものですが、書き込みます。txtファイルで保存し、PC上のCandle Grbl Controllerに取り込みました。MDF板を作業テーブルにセットし、プログラムをCNCルーターへ送ると切削開始です。終了したところで、切りくずを掃除機で払い、MDF板を取り出し、バリをサンドペーパーで取り除きます。結果は、彫線が一部よたよたしていますが、なかなかの出来です。よたよたは、切削刃の回転速度と移動速度が合っていないか、軸の送りに僅かな遊びが発生しているものと考えています。ひどくなるようであれば調整することになります。
CNCルーター(3)
2021 2 18 (art21-0317)
CNCルーターは、回転刃が左右上下に動いて木材や軟金属を切削する機械です。PCから指令がルーターの制御基板(Arduino)へ送られ、制御基板に繋がっている4つのモーター(切削刃の回転用とXYZ方向への移動用)の回転を操ることによって、自在の切削を実現します。
指令は、加工手順に従って出しますが、その内容は、もっぱら、刃の回転や上下左右の移動に関するものです。非常に単純で、一つの指令が一つの動作に対応します。この指令の記述には、Gコードと呼ばれる一種のプログラム言語を用います。
平面上の移動を指令するGコードは、直線移動と円弧移動のみです。
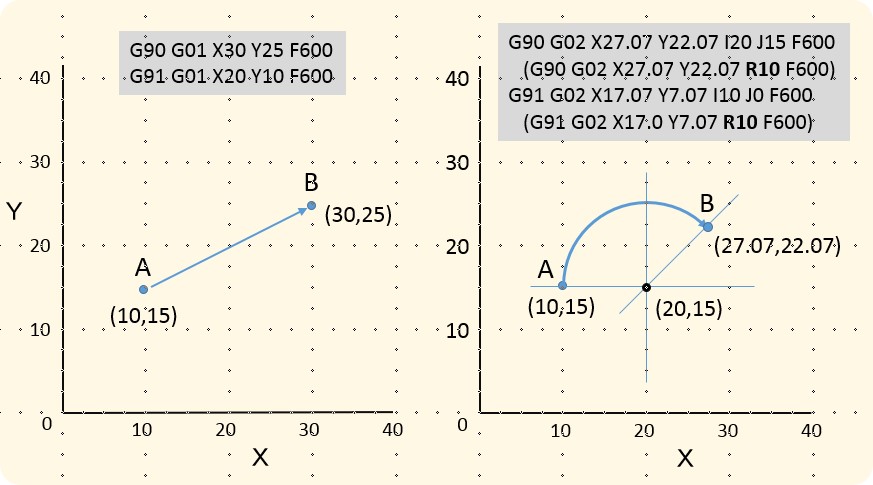
例えば、XY平面のA点(10,15)からB点(30,25)へ移動する場合は、座標モードを指定するGコード G90 (絶対座標モード) かG91 (増分座標モード) を頭に付けて、それぞれ、
G90 G01X30 Y25 F600、
G91 G01 X20 Y10 F600、
と記述します。ここで、G01は、直線移動を指令するGコードです。また、移動を指令するコードには、移動速度を指定するコードFを付加します。F600は600mm/分の移動速度を表します。
A点(10, 15)からB点(27.07, 22,07)への円弧の場合は、円弧のGコードG02 を付けて、
(絶対座標モードでは) G90 G02 X27.07 Y22.07 I20 J15 F600
(増分座標モードでは) G91 G02 X17.07 Y7.07 I10 J0 F600
となります。ここで、(X, Y) は終点の、(I, J) は円弧の中心座標を表します。
なお、円弧の中心座標を指定する(I20 J15) を、半径の指定 R10 に換えて記述することもできます。
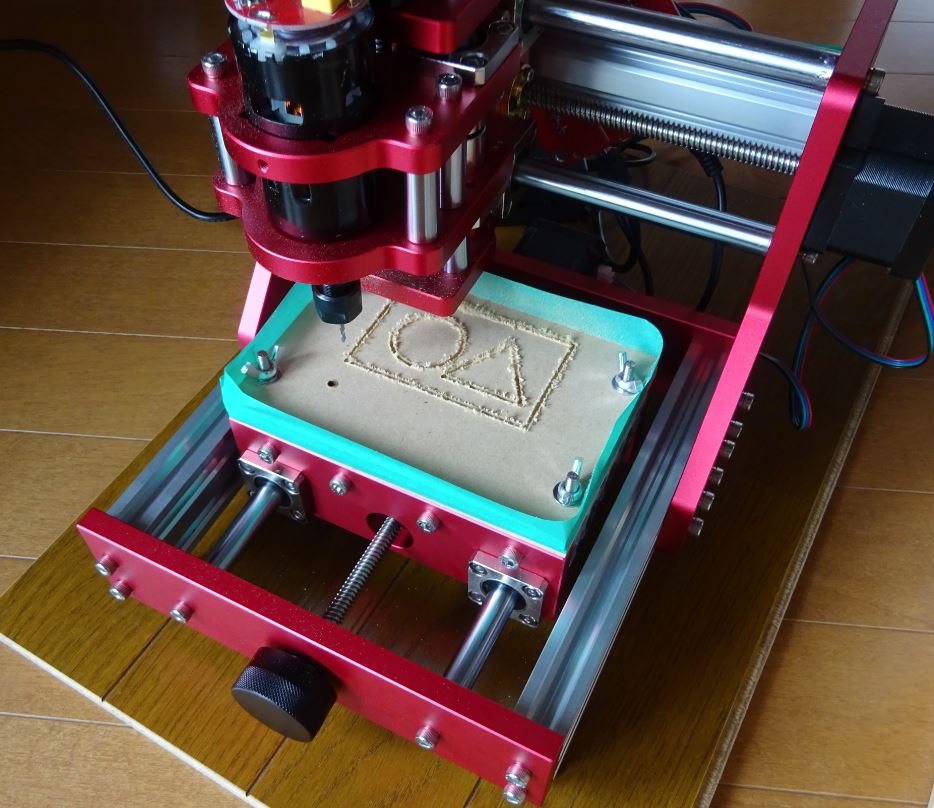
直線と円弧の移動のGコードを理解したところで、20行ほどの簡単なプログラムを書いて、CNCルーターを動かしてみることにしました。課題は「四角 (80x50mm) の枠内に、丸(直径30mm)、三角(高さ30mm) を描く」としました。材料は厚さ5mmのMDF板です。また、切削刃は、付属品の2mm径のエンドミルを用いました。
grbl controllerに取り込んだプログラムをルーターへ送ると、モーターの回転が始まり、XY方向へ移動し、ある地点で停止しました。切削刃が回転を始め、刃先が徐々に下がってMDF板に触れると切削が始まり、XY 方向へ移動することで線状に切削されます。切削刃が上下、左右に動くこと僅か数分、切削終了です。掃除機で削り屑を吸い上げると、切削跡が現れました。切削跡はバリまみれでしたが、サンドペーパーでバリをとり除くと、切削線がはっきり見えてきました。□、〇、△、なかなかの出来です。
【家内の寄稿】
今日の料理
2021 2 15 (art21-0316)
主婦が集まるとよくする話題は、「今日の夕飯は何?」です。一週間の献立をたてる人もいますが、私はそうしていません。それでも、買い物は3~4日分をまとめて買います。スーパーに行って、魚を見ると作りたいものが浮かび、たいてい2日分(2種類)の魚を買います。魚が決まると、肉のコーナーに行き、すぐに作りたいものが浮かばなければ、これとこれがあれば何とかなるかな位のほわっとした感じで買うものを決めます。鳥取の魚は種類が豊富で安く、肉も地元産が多く美味しいです。野菜は、農家の人が朝採ったものを自分で並べて売っている農協のお店で買うことが多いです。
買い物に行ってもすぐに献立が思いつかないことも、また目新しい料理を作りたい食べたいという思いもあり、料理本の他、雑誌、ブログ、新聞の料理の記事をよく見ます。
壺焼き
横浜友の会のブログより
次回は食べやすいように口の広い器で、パイ生地をあつめに作ろうと思います。
白菜と鱈のバター醤油蒸し
婦人之友1月号より
なんといっても簡単。バターと醤油の味付けもよく、白菜がたくさん食べられます。
カレーうどん
新聞より
これは昼食に。失敗なく、簡単においしいカレーうどんができます。蕎麦屋さんのカレーうどんということでしたが、我が家流に白菜も多めに入れました。
CNCルーター(2)
2021 2 11 (art21-0315)
CNCルーター(中華製、CNC1310)の組み立てと配線を完了しました。次は試運転ですが、その前に、動作確認です。
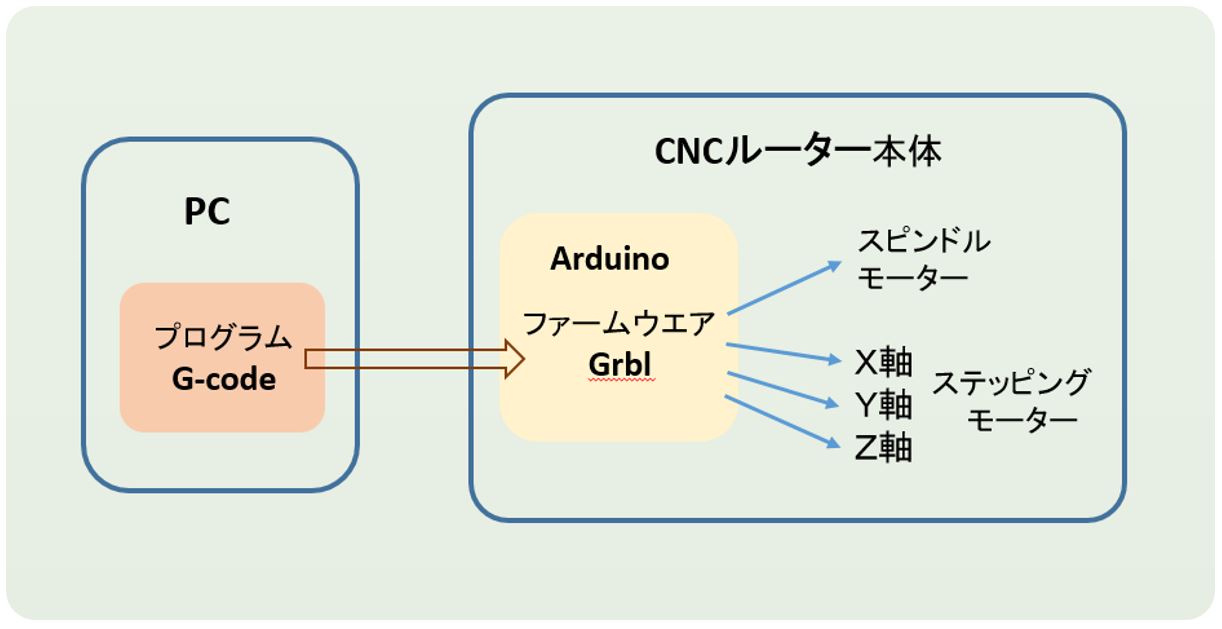
この機械はPCからの指令に従って、回転刃をXYZ軸方向に移動させて木材を切削しますが、これは4つのモーターを制御することで行います。4つのモーターとは、切削刃を、回転させる1つのスピンドルモーターと、XYZ軸方向へ移動させる3つのステッピングモーターです。
指令は、PCから出ていますが、これを受けて、Arduinoと呼ばれる制御基板が各モーターの回転を制御します。この基板はワンボードマイコンの一種で、grblというファームウエア(ソフトウエア)で動きます。
指令は、プログラム言語のGコードで書いたプログラムを、PCからArduino制御基板へ送ることで行います。
(1) PCとCNCルーターの通信接続。
Grbl Control Interface を立ち上げて、Settingsタグを開き、[Port] 欄にCOM4を、[Baud] 欄に115200値を入力し、Arduino制御基板と接続します。[Console]ウンドウに、"Grbl 0.9j [‘$’ for help]"と表示されます。これで、ArduinoがGrblソフトウエアの 0.9j バージョンで動いていること、そして、PCとの通信が成立されたことが分かります。
(2) 動作テスト。
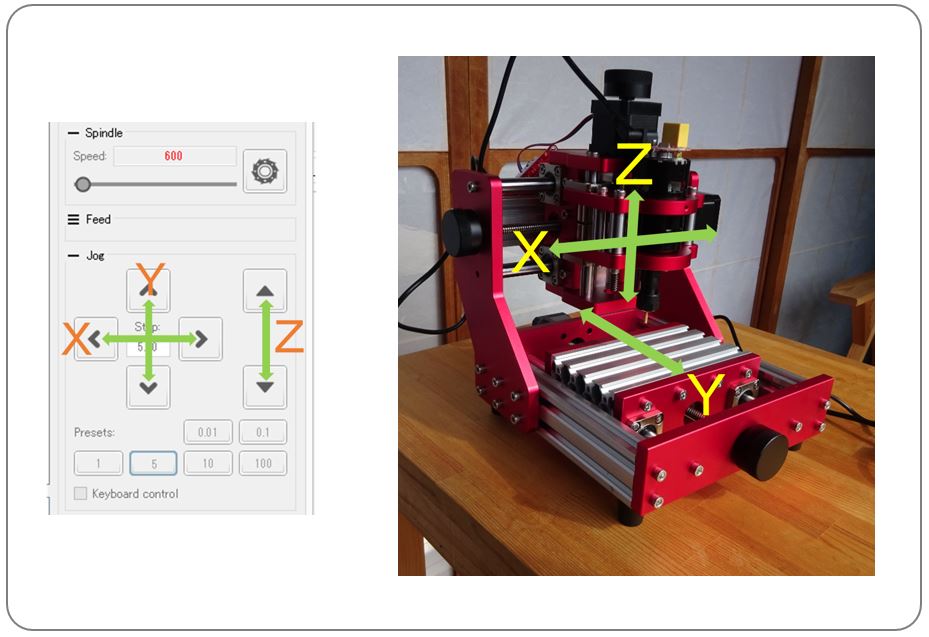
Jog パネルのボタンをクリックして、スピンドル軸の動きを点検します。
左右 (X軸) OK。前後 (Y軸) OK。上下 (Z軸)、おや?。上下の動きが逆です。
購入時にあらかじめ設定されていたgrblのパラメーターを変更することで対応しました。Consoleウインドウ下方にあるコマンド入力ウインドウに、$$と打ち込み、設定パラメーターの一覧を表示させ、$3=0 を$3=1に変更します。$3はステッピングモーターの回転方向を設定するもので、$3=1とすると、Z軸のモーターの回転方向だけが、逆向に変更されます。
再テスト。左右 (X軸) OK、前後 (Y軸) OK、上下 (Z軸) OK、となりました。
スピンドルモーターの開始/停止ボタンとSpeedの可変スライダーを動かして、モーターの回転を点検します。
開始/停止ボタンをクリック、回転開始、OK。
もう一度ボタンをクリック、回転停止、OK。
回転状態で、Speed可変スライダーを左右に動かす、回転数の変化、OK。
以上で、モーターの動作テストを終えました。
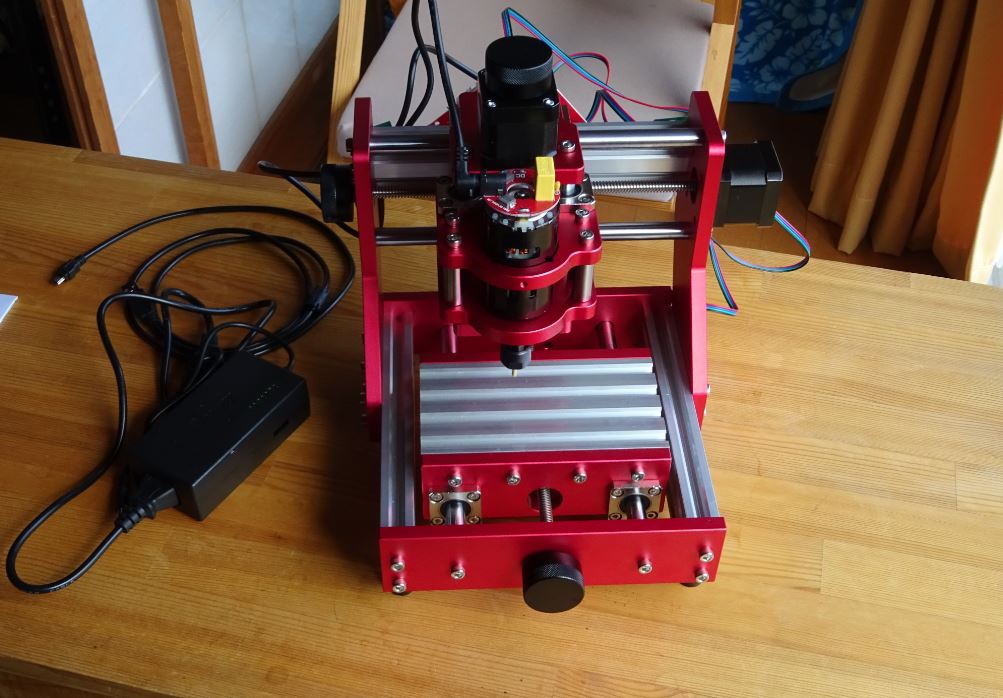
CNCルーター(1)
2021 2 8 (art21-0314)
玩具を一つ手に入れました。中華製のCNC1310ルーターです。XYZの3軸をもち、作業範囲は126x88x38mmです。切削面がハガキより一回り狭いのですが、ちょっとした彫り加工には使えます。
アマゾン通販で購入しました。閉じこもり生活を半ば余儀なくされている我が身にとって、購入ボタンのクリック一つでほしい物が手に入る通販は助かります。また、こんな田舎でも、発注翌日に注文品が届くのですから、ありがたいことです。ヤマトの若い配達人さん、 ”ようこそ、ようこそ” です。
届いたアマゾン印の段ボール箱を開封すると、一回り小さな段ボール箱が入っていました。こちらの箱は、海を渡ってきたものらしく、厳重に封がしてあります。その封をはがし箱を開けて、部品を取り出しました。ルーターの材質はアルミ合金ですから、各部品それなりの重さがあります。コンポネの切れ端を、縁側廊下の机にのせ、その上に部品を並べました。
組み立ては、ネット上に公開されているビデオを参照しながら行いました。特に、問題になるような箇所はありません。ただ、ビデオで指定されていたM5x16ビスはなく、その代わりでしょうか、M5x14が入っていました。 組み立てたものは、小型ながら、重みがあります。大きさは30cm立法体程、重量は約8kgです。
配線は、制御基板から切削ビットを回すスピンドルモーターと、ルーター軸をXYZ方向へ動か3つのステッピングモータです。また、制御基板へは、モーター稼働電源とPCを接続します。
完成したルーターは、こじんまりとした機械と言ったところです。また、赤色の胴体も悪くありません。また、小型で、置き場所をとりませんから、閉じこもり生活人の玩具としては手ごろです。しばらく、楽しめそうです。
節分の日
2021 2 4 (art21-0313)
一昨日の2月2日は節分の日でした。節分の日が2日になるのは1897年(明治30年)の2月2日以来124年ぶりだそうで、世間で話題になりました。我が家でも、ちょっと、話題になり、「2日の節分はめったにおこらないの」、そして、「どうしてそうなるの」と、家内が言います。
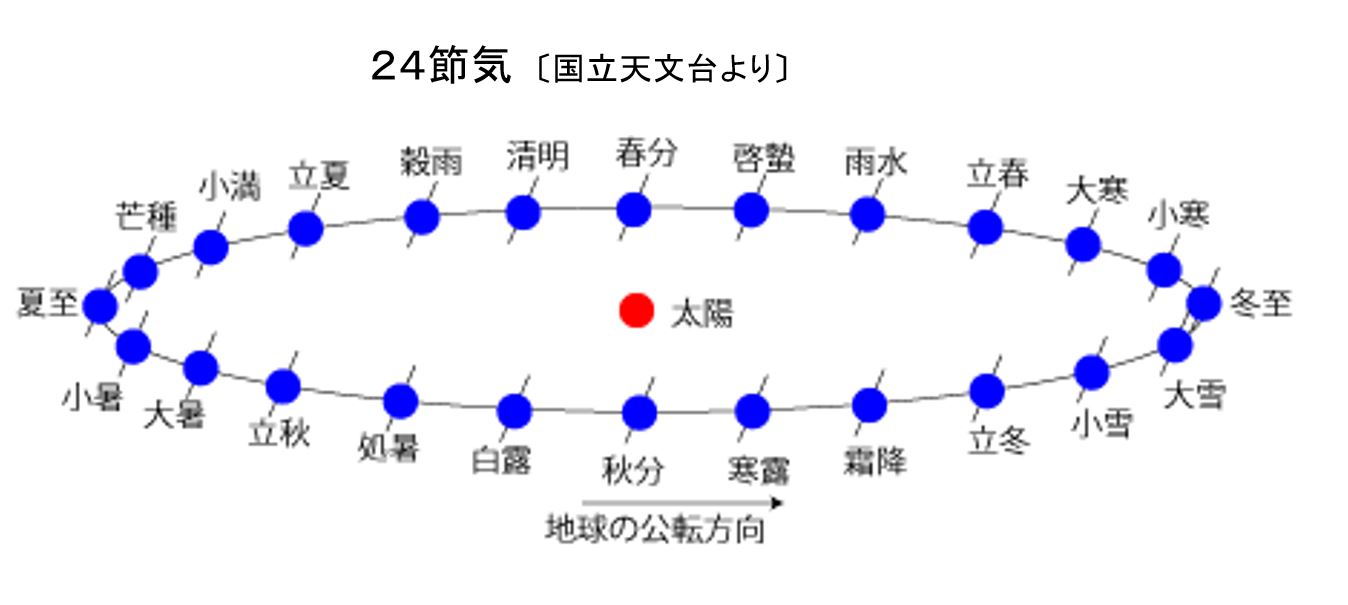
節分は、季節を分けると言う意味ですから、四季それそれに、立春、立夏、立秋、立冬がありますが、立春だけが残り、節分と言えば立春を意味するようになり、立春の前日を節分の日としているそうです。
季節は、地球の公転軌道上の位置によって変わります。公転を24等分に区分したものを24節気と言い、立春は24節気の一つです。春分点を0度としますから、立春は、315度の位置に地球がきたときになります。
地球の公転周期は、365.2422日です。暦の365日より、0.2422日(約5時間49分)長いので、毎年、立春の時刻は、0.2422日(約5時間49分)ずつ遅れることになります。4年経つと、0.9688日の遅れとなり、ぼぼ1日ですから、4年に1度の閏年に1日もどされます。そうすると、逆に、4年ごとに、0.0312日(45分)早くなってしまいます。
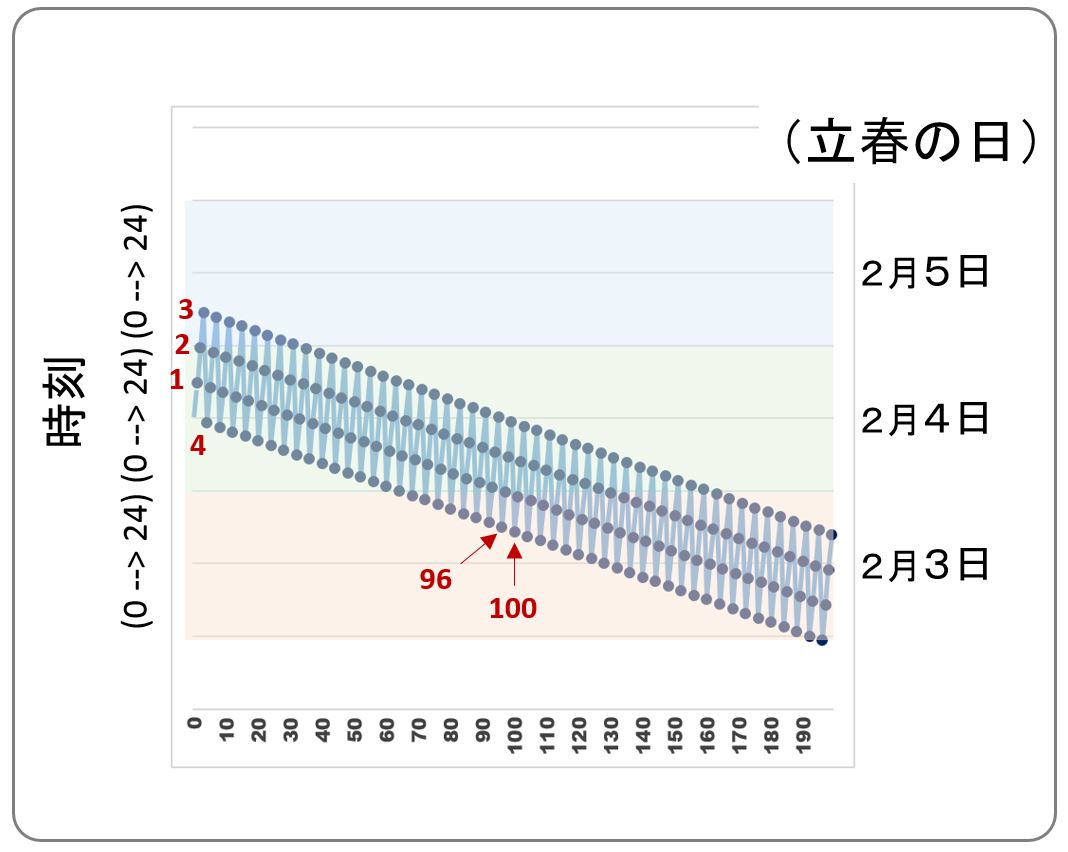
立春の時刻を、閏年による1日のもどしが、立春より前に行われるとして(注意:実際には、立春より後ですから、もどしの影響は1年後にあらわれます)、0年(2月4日の正午)から初めて200年までをプロットし、線でつなげてみました。1年目、2年目、3年目までは、5時間49分ずつ遅れて(上へシフト)いきますが、4年目の閏年で、1日もどされ(下へシフト)ます。このとき、前回の閏年時の時刻より45分だけ、早くなります。これが4年ごとにくりかえされますから、全体が右さがりの折れ線グラフになります。
また、0から初めて、1年目、2年目はプロット点が緑のゾーンにあり、立春の日は2月4日となりますが、3年目のプロット点は青のゾーン内ですから、立春の日は2月5日となります。35年間ほど、立春の日が4年に1度だけ2月5日(4445)になる年が続き、その後、2月5日の立春がなくなり、2月4日だけ(4444)になります。そして、70年目頃から、こんどは、4年に1度2月3日が立春(3444)となり、100年目頃から、2年ごとに2月3日と4日の立春(3344)がくりかえされます。130年目頃から(3334)となり、160年目頃から(3333)となることが読み取れます。
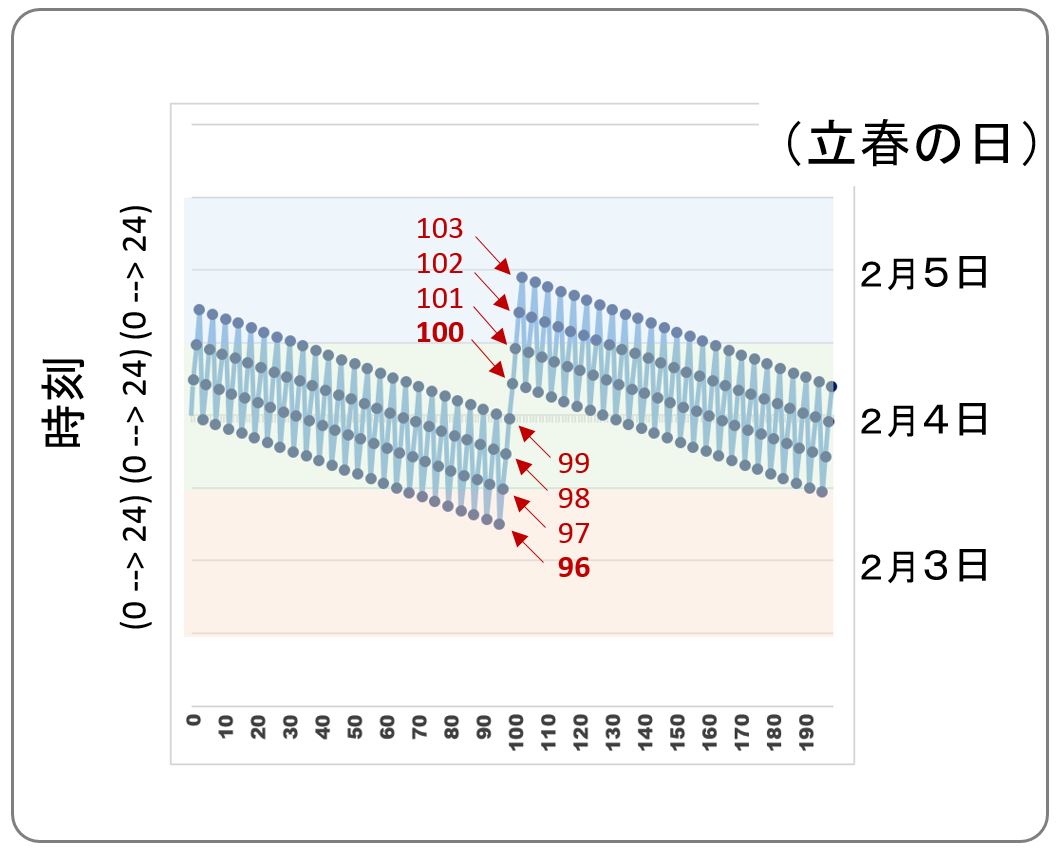
このままですと、立春の日が、4日から3日、3日から2日へと段々早くなってしまいます。しかし、閏年の設定は、4で割り切れる年(4年に1度)が閏年ですが、これには付帯事項があります。年数が100で割り切れる年は平年とする、しかし、400で割り切れる年は(例外的に)閏年とする、とあります。
これに従うと、4年に1度、閏年によって1日もどされていたことが、100年目、200年目、300年目、とんで、500年目、600年目・・の閏年には、もどされません。これを付けると、上の図がどうなるか、描いてみました。100年目の閏年で1日もどされることなく、立春の時刻は5時間49分遅れますから、上へシフトします。そして、101年目、102年目、103年目と5時間49分ずつ遅れ(上にシフト)て、104年目の閏年に1日もどされます。このサイクルが100年間続きます。そうすると、全体が2月4日の緑のゾーンにぼぼ入るようになり、立春の日の多くが2月4日(節分は2月3日)になります。
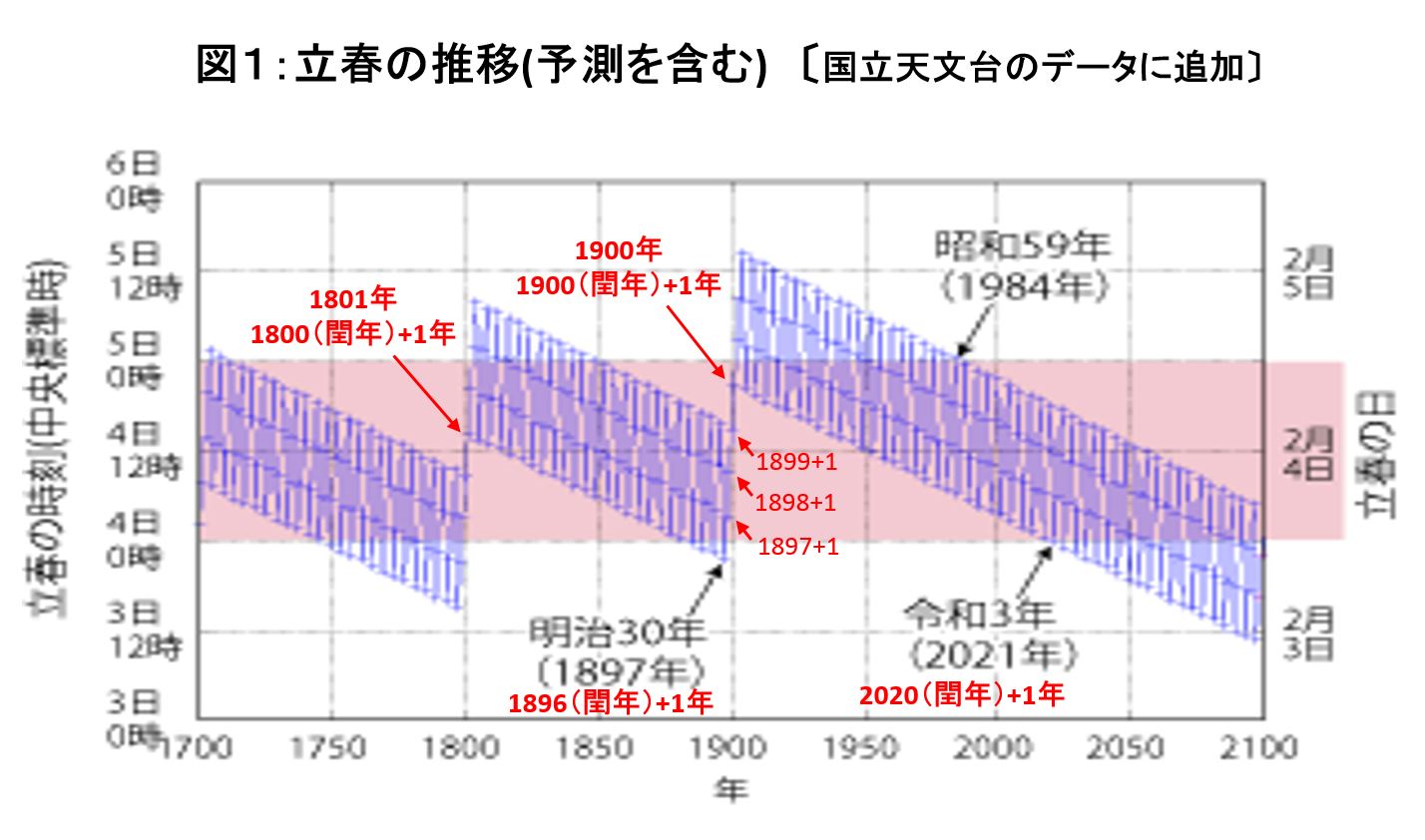
国立天文台が、1700年から現在、そして、2100年までの、立春の時刻をグラフにしています(注意:閏年による1日のもどし調節は、2月末、立春の後ですから、もどし調節の影響は1年後に現れます。上の図との整合性は ”+1年” で表記)。これによると、1800年、1900年には、100で割り切れる年数は平年とするという決まり事によって、1日もどされなかったので、上へ(遅くなる方へ)シフトしています。しかし、次の100年目の2000年に、400で割り切れる年は閏年とするという決まり事によって、1日もどされることになり、ずるずると下がり傾向が継続されています。このまま次の100年目の2100年まで、下がりつつけます。
上の図で、2021年は、節分の日が2月2日(立春は、2月3日)でしたが、それは1897年から124年ぶりであることがわかります。また、2021年以降は、2月2日が節分の日になることは、めすらしいことではなく、しょっちゅう起こることであることが分かります。
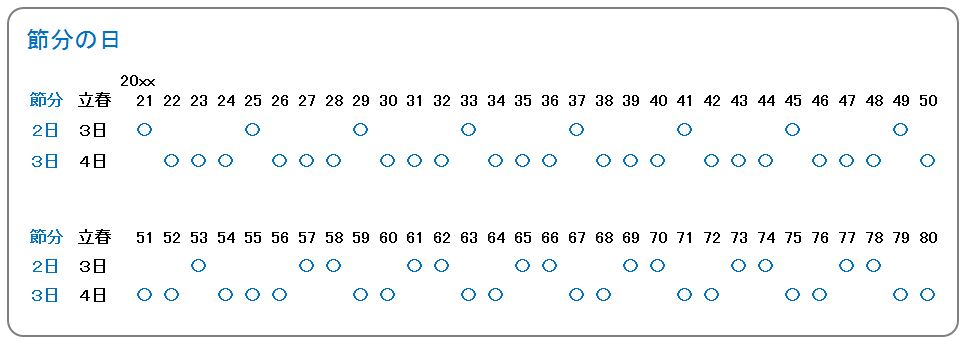
2021年以降の節分の日は下図のようになります。
木製スプーン(2)(木工)
2021 2 1 (art21-0312)
カトラリーの3条件は、(1) 口当たりの良さ、(2) 持ちやすさ、(3) 金気がしないこと、と言われています。木製カトラリーの場合、 (3) はクリアしていますから、(1) と (2) です。
スプーンの場合、口当たりは、くぼみ(つぼ)の形状と厚みによって左右されるようです。持ちやすさは、柄の長さ、太さ、曲りに左右されます。さらに、バランスの優劣もあるかと思います。こう考えると、スプーンを一つ作ることも大変です。ただ、3条件以前に、具材がすくえなくては話になりません。
先日、木製スプーンを作ったことをブログに書きました (art21-0307)。完成品を見て、家内は「形が変だと」言っていましたから、使えない?と懸念していましたが、現実になりました。2つの不備があります。
(1) 先端部の角度が大きいので、具材をすくいにくい。
(2) つぼが深いので、具材がスプーンのつぼに残りやすい。
そこで、2回目の作成にとりかかりました。
方法は前回と同様です。ただ、つぼ部は、彫刻刀を使わず、ミニルーターで掘削しました。材は、前回と同じで、サクランボの丸太から切り出した角材です。2度目の作成ですから作業ははかどりました。ただ、2本のスプーンを作成するつもりで、角材を2つ切り出したのですが、途中、一つに、つぼ部の裏面に亀裂が入りましたので、中止し、1本のスプーンの作成になりました。
出来上がったスプーンは、少し大型になりましたが、よい形に仕上がりました。早速、試してみました。使えます。ただ、つぼ部をもう少し深くし、厚さも薄くした方が、具材をすくいやすく、すくった具材が安定するようです。次回の作成時に、この点を生かしたいと思います。たかが、スプーンですが、作るとなるとなかなか難しいものです。
さて、今回は、つぼ部の掘削に彫刻刀を使わず、ミニルーターのみで行いました。ペン型ルーターでパワーはありませんが、それでも、スプーンのつぼを掘るくらいのことはできました。しかし、時間が結構かかりました。そこで、ルーターを使うのであれば、手動でなく、自動で削ることを考えてもよさそうです。それを可能にする機械があります。CNCルーターと呼ばれています、CNCはComputer Numerical Controlの略語で、コンピューターによって数値で制御することを意味します。CNCルーターは前から興味がありましたが、高価過ぎて手が出ませんでした。しかし、木製カトラリーを作る程度であれば、大きな作業領域を必要としませんから、小型のCNCルーターで間に合います。そう考え、ネットで調べたところ、安価な機種(中華製)が販売されていることが分かりました。近々、手に入れて、使ってみようと思います。
【戻る】